
There is no second doubt about the increased usability of plastic bottles in our lives. The properties of PET make it the most favourite packaging form. It acts as a strong barrier against dust, moisture, humidity and water. Not only for liquids, some companies are going one step ahead and using it for packing powdered and solid form of contents. But its slow bio degrading process makes an agenda of discussion. To minimise the plastic footprints, the packaging companies are working hard for downsizing. The thickness of bottles is being reduced to a considerable extent. Here, quality managers and design engineers have the tough job to make a sustainable product.
First of all, it is important to estimate the intended working conditions. How much load it has to bear in the bottling plant, in the warehouse, in the retail shop and so on? According to the situation, the design and size can be proposed for testing. Certain tests like, top load testing, bottle burst testing, thickness testing are performed to estimate the behaviour in the real working conditions.
What is a top load test?
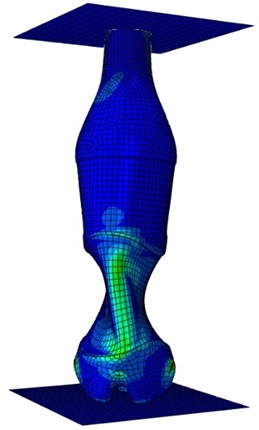
In this test, a top load tester – digital cum computerised applies a weight from the top on the sample bottle. It keeps on doing so until buckling appears. The top load test can be performed in two ways. A predefined load is applied by the movable plate of the machine, whether buckling appears or not. If bottle deforms, the sample fails the test. This is called proof test. If the sample fails, the design can be sent for reconsideration.

![]()
In another way, the plate will keep on applying the load until it deforms. The load with which deformity occurs can be set as a standard for the sample.
What is buckling?
In technical terms, when a material is subjected to compressive stress it develops a deformity. This deformity is also defined as instability of the material. If the material develops buckling, it indicates the failure of the product. In PET bottle testing with top load tester – digital cum computerised, if buckling appears on the same spot on multiple samples, it indicates the defect in the preform manufacturing unit or blows moulding unit. Otherwise, there is no fast rule regarding the buckling point. For instance, if repeated buckling is observed in the neck of the bottle, this indicates the weak thickness of the bottle.
With appropriate thickness, successful downgauging can be done. In fact, there are many companies, who have cut down the size of their bottle considerably. They are not changing the appearance of the bottle, in fact making it thin enough to sustain the load and reducing the plastic footprints.
Related Blogs

Dead Weight Tester ensures ultra-precise pressure calibration using known weights and a piston system. It's widely used in aerospace, oil, and manufacturing for accuracy up to 0.005%.

Discover high-performance deep freezers for medical laboratories, ensuring safe storage of vaccines, samples, and sensitive biological materials.

Discover why testing material toughness is crucial in quality control and safety. Learn how Izod Charpy testers accurately measure impact resistance and ensure product reliability.


